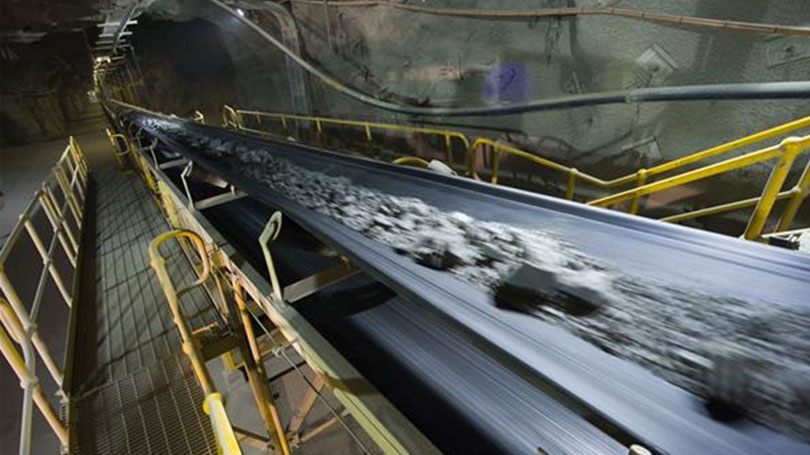
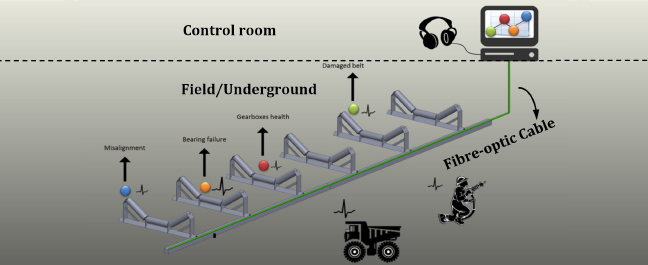
An improved and near-commercialisation solution by Mining3 is an automated roller failure detector using fibre optics. The new technology is capable of constantly monitoring an entire conveyor system and alerting operators offsite to potential failures before they happen.
A fibre optic cable is run along the length of the belt with a single interrogator and analysis unit in a switch room. The technology works by recording the Rayleigh backscatter from inside the glass fibre. A powerful and very short laser pulse is transmitted along the single mode fibre, so it travels directly down the centre of the glass. Microscopic imperfections in the glass scatter the light in the same way that the earth’s atmosphere appears blue from sunlight being backscattered on oxygen and nitrogen molecules in the atmosphere. As the fibre moves, the backscatter varies and this is captured by a sensitive light sensor, amplifier, and digital to analogue converter (DAC).
The pulse-repetition-frequency of the laser and the sampling frequency are adjustable for conveyor distance, discrimination between idler frames and clarity of signal. When it is correctly set up, the interrogator is so sensitive it can detect the sound of single raindrops hitting the fibre.
It gathers data from every metre of the conveyor simultaneously. Samples are collected for several minutes after which they are processed in software. In less than an hour, every section of the conveyor has its own frequency plot image.
The Mining3 solution generates a “heat map” of the whole conveyor which shows hotspots in yellow and red where bearing wear has been detected by the software. One kilometre of conveyor can be tested in 10 minutes, from an operation centre, by inspecting the heat map and frequency plots at the hotspots and identifying worn bearings.
This technology is capable of:
- Detecting a broken ball or a cracked cage in a ball race
- Observing idler bearings as they progressively wear and track the development
- Predict potential bearing seizure and advise maintenance crews to change a roller at the next shut-down